
異なる強度のパンチがあり、普通の板材から高強度の板まで、異なる板材は異なる降伏強度を持っており、板材の降伏強度が高いほど、反発現象が発生しやすい。
成形過程において、シート材料の厚さは曲げ性能に大きな影響を与え、シート材料の厚さが増加するにつれて、スプリングバック現象は次第に減少する。これは、シート材料の厚さが増加するにつれて、塑性変形に関与する材料が増加し、さらに弾性回復変形も増加するため、スプリングバックは小さくなるからである。金物プレス弾片
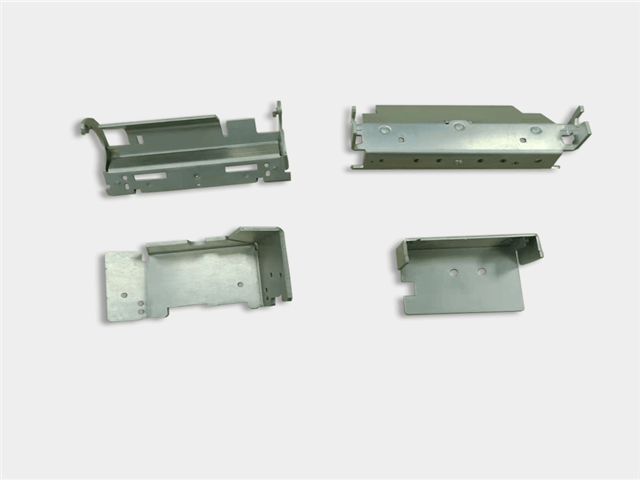
異なる形状の部品の反発は大きく異なり、複雑な形状の部品は一般的に順序整形を増やし、成形が不行き届きで反発現象が現れるのを防止するが、U型部品のような特殊な形状の部品の一部は反発現象が現れやすく、成形を分析する過程で、反発補償を考慮する必要がある。金物プレスダイセット
縁押え力プレス成形過程は重要な技術措置であり、縁押え力を絶えず最適化することにより、材料の流動方向を調整し、材料内部の応力分布を改善することができる。縁押え力の増大は部品の延伸をより十分にすることができ、特に部品側壁とR角位置は、成形が十分であれば、内外応力差を減少させ、反発弾を減少させることができる。
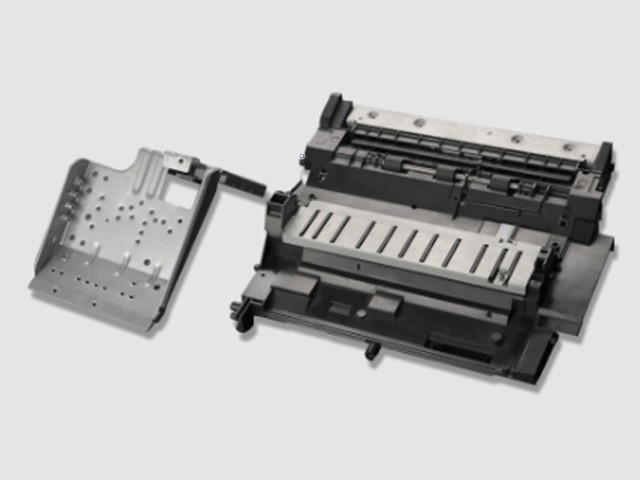
豊玉は1971年に設立され、当初は豊玉を創立し、私たちが精密金属加工の技術を身につけ、50年近くの経験を蓄積したことに基づく。金属加工は多くの工業設備、製品に重要な部品を提供し、例えば:金属プレス部品、射出成形射出バッグ、医療自動車部品、精密金属プレス部品、医療自動車部品などの製品を加工する。図をつないでからサンプルを出すまで弊社は一連のサービス過程を提供して、品質は安定して、約束を守っています。
成形過程において、シート材料の厚さは曲げ性能に大きな影響を与え、シート材料の厚さが増加するにつれて、スプリングバック現象は次第に減少する。これは、シート材料の厚さが増加するにつれて、塑性変形に関与する材料が増加し、さらに弾性回復変形も増加するため、スプリングバックは小さくなるからである。金物プレス弾片
異なる形状の部品の反発は大きく異なり、複雑な形状の部品は一般的に順序整形を増やし、成形が不行き届きで反発現象が現れるのを防止するが、U型部品のような特殊な形状の部品の一部は反発現象が現れやすく、成形を分析する過程で、反発補償を考慮する必要がある。金物プレスダイセット
縁押え力プレス成形過程は重要な技術措置であり、縁押え力を絶えず最適化することにより、材料の流動方向を調整し、材料内部の応力分布を改善することができる。縁押え力の増大は部品の延伸をより十分にすることができ、特に部品側壁とR角位置は、成形が十分であれば、内外応力差を減少させ、反発弾を減少させることができる。
豊玉は1971年に設立され、当初は豊玉を創立し、私たちが精密金属加工の技術を身につけ、50年近くの経験を蓄積したことに基づく。金属加工は多くの工業設備、製品に重要な部品を提供し、例えば:金属プレス部品、射出成形射出バッグ、医療自動車部品、精密金属プレス部品、医療自動車部品などの製品を加工する。図をつないでからサンプルを出すまで弊社は一連のサービス過程を提供して、品質は安定して、約束を守っています。
関連文章

2023.08.15
|
技術な知識
適切な金属スタンピングサービス会社を選ぶ方法
2023.05.30
|
技術な知識
金属プレス加工:正確な曲げを実現し、スプリングバックを最小限に抑える
金属プレス加工では正確な曲げ加工を行い、スプリングバックを最小限に抑えます。 パンチとダイのギャップ、フィレットの半径、曲げの深さなどの要素が重要です。
2023.04.17
|
技術な知識
金物プレス加工の利点
Metal stamping is an efficient, cost-effective method for mass-producing high-quality parts with complex shapes, standard designs, and high accuracy.