
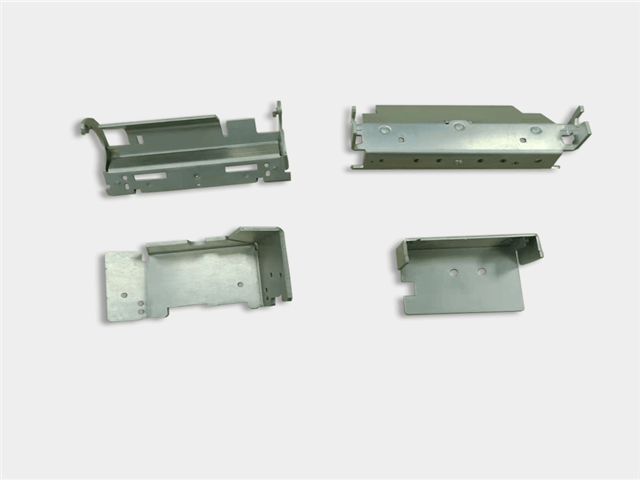
金物プレスは生活の中で非常に一般的な金属加工製品であり、果たす役割も非常に重要である。金物プレス部品の測定方法を調べてみましょう。
金物パンチ穴の測定は通止規の測定方法に基づいて小さい値を取っているので、ノギスで測定して記録する場合は一般的に小さい値を記録することができます。
金物プレス加工記録のより大きな値は平均値と現実的な意味がなく、直径の各方位における測定の寸法差に対して、寸法公差の同心度の中に記録しなければならず、直径ではない。
精密弾片プレス加工が別の測量・製図工事であり、仕様が参照できる状況がない場合は、その横断面の状況に応じて決定すべきであり、単に平均値を取ってはならない。例えば、測定した小さな値はそのパンチのある点が磨耗したものである可能性があり、この場合の横断面の明るい帯は小さいので、この小さな値は意味がない。
金物プレス部品工場は一般的にパンチ研磨による穴あけ機の縮小(異形穴は深く分析する必要がある)であるため、測量・製図工程の場合はより大きな値を取ることができ、横断面の品質は忘れないで、パンチ生産製造の場合は直径基礎規格の許容誤差内のより大きな値を0.5 ~ 0.75に乗じ、金物プレス部品は摩耗率を残し、一定時間の応用パンチの縮小を経て、しかし、横断面の品質がまずまずであれば、その値は依然として寸法公差の範囲内にあり、この場合はより大きな値をとるのが適切である。
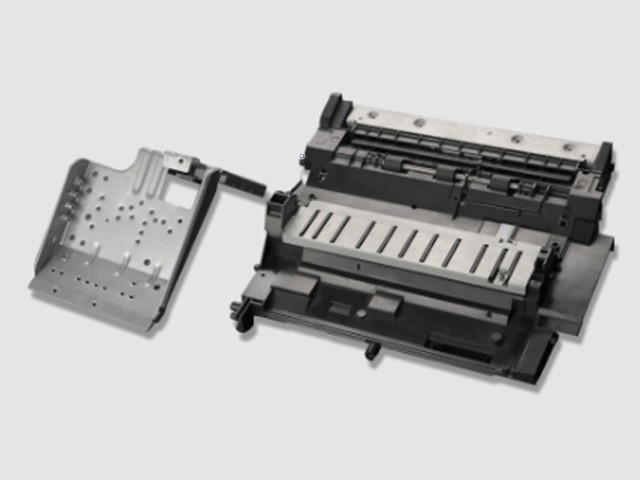
豊玉は1971年に設立され、当初は豊玉を創立し、私たちが精密金属加工の技術を身につけ、50年近くの経験を蓄積したことに基づく。金属加工は多くの工業設備、製品に重要な部品を提供し、例えば:金属プレス部品、射出成形射出バッグ、医療自動車部品、精密金属プレス部品、医療自動車部品などの製品を加工する。図をつないでからサンプルを出すまで弊社は一連のサービス過程を提供して、品質は安定して、約束を守っています。
金物パンチ穴の測定は通止規の測定方法に基づいて小さい値を取っているので、ノギスで測定して記録する場合は一般的に小さい値を記録することができます。
金物プレス加工記録のより大きな値は平均値と現実的な意味がなく、直径の各方位における測定の寸法差に対して、寸法公差の同心度の中に記録しなければならず、直径ではない。
精密弾片プレス加工が別の測量・製図工事であり、仕様が参照できる状況がない場合は、その横断面の状況に応じて決定すべきであり、単に平均値を取ってはならない。例えば、測定した小さな値はそのパンチのある点が磨耗したものである可能性があり、この場合の横断面の明るい帯は小さいので、この小さな値は意味がない。
金物プレス部品工場は一般的にパンチ研磨による穴あけ機の縮小(異形穴は深く分析する必要がある)であるため、測量・製図工程の場合はより大きな値を取ることができ、横断面の品質は忘れないで、パンチ生産製造の場合は直径基礎規格の許容誤差内のより大きな値を0.5 ~ 0.75に乗じ、金物プレス部品は摩耗率を残し、一定時間の応用パンチの縮小を経て、しかし、横断面の品質がまずまずであれば、その値は依然として寸法公差の範囲内にあり、この場合はより大きな値をとるのが適切である。
豊玉は1971年に設立され、当初は豊玉を創立し、私たちが精密金属加工の技術を身につけ、50年近くの経験を蓄積したことに基づく。金属加工は多くの工業設備、製品に重要な部品を提供し、例えば:金属プレス部品、射出成形射出バッグ、医療自動車部品、精密金属プレス部品、医療自動車部品などの製品を加工する。図をつないでからサンプルを出すまで弊社は一連のサービス過程を提供して、品質は安定して、約束を守っています。
関連文章

2023.08.15
|
技術な知識
適切な金属スタンピングサービス会社を選ぶ方法
2023.05.30
|
技術な知識
金属プレス加工:正確な曲げを実現し、スプリングバックを最小限に抑える
金属プレス加工では正確な曲げ加工を行い、スプリングバックを最小限に抑えます。 パンチとダイのギャップ、フィレットの半径、曲げの深さなどの要素が重要です。
2023.04.17
|
技術な知識
金物プレス加工の利点
Metal stamping is an efficient, cost-effective method for mass-producing high-quality parts with complex shapes, standard designs, and high accuracy.