
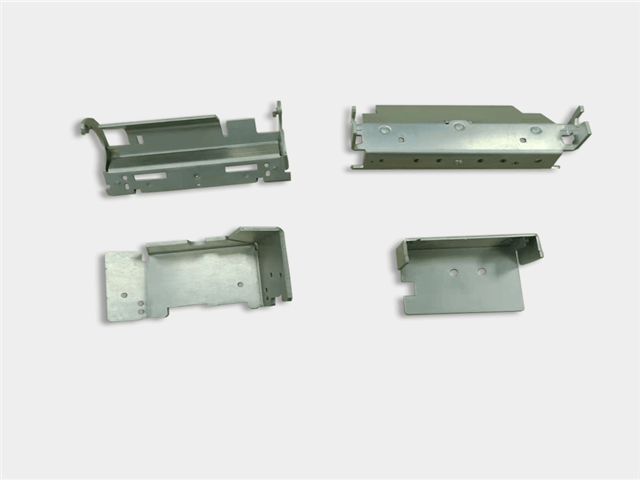
金物プレス部品の加工には、多くのプロセスを経る必要があり、同時に、操作過程に少し不注意があると、金物プレス部品の亀裂、引き裂きなどの不良現象をもたらしやすく、製品の正常な使用に影響を与える。
一、亀裂の原因:
1、局部引張応力が大きすぎる:加工中に局部引張応力が大きすぎるため、金物プレス部品は内部応力、外部衝撃などの影響を受け、局部の大きい膨張変形を招いて亀裂する。金物プレス成形。
2、成形プロセスパラメータの実行が適切ではない:製造物の成形過程において、プロセスはダイ、ダイ及び両者の製造物を緊密に貼り合わせる必要があり、工作機械のスライダが滑り落ちる時に板の塑性変形を圧迫して成形を実現する必要があり、加工技術者はプロセスの指定に従ってこの段階で適時に工作機械の圧力を調整する必要がなく、作業が不安定で、プレス物の亀裂を引き起こす。
3、縁取り成形金型の設計欠陥:金型は1型2室の左/右部品共通であり、本工程の内容は縁取りのほか、形状成形の内容も兼ね備えているため、また製造物は特殊に複雑で、曲げ面が狭く、成形には凹型圧料芯と成形面が一致することが要求されているなど、金型構造条件の成形行程が大きく、圧料面積が小さく、割れ現象が現れた。
二、金物プレス部品の亀裂予防方法:
1、金属パンチの絞り加工:絞り方向はできるだけパンチとブランクの接触面積を大きくし、合理的なプレス加工面の形状と縁取り力はプレス加工面の各部位の抵抗を均一に適度にし、絞り深さを下げ、加工穴と加工切欠きなどを開く。
2、金物プレス部品の構造設計:設計時、各フィレット半径Zは大きく、曲面形状は絞り方向の実際の深さが浅く、各所の深さが均一で、形状ができるだけ簡単で、変化ができるだけ緩やかであるなど。
3、金物プレス金型の設計:設計が合理的な絞り筋、大きな金型の丸みを採用し、パンチとダイの隙間を合理的にするなどの措置を取ることができる。
きんぞくポンチ金物プレス部品は加工過程において、亀裂など多くの故障欠陥が発生し、これらは加工メーカーの従業員が合理的に設計し、真剣に操作する必要があり、金物プレス部品の不良現象の発生を予防し、製品の品質を高めることができる。
プレス部品の品質検査動画:自動車用トランスミッションブラケット
豊玉は1971年に設立され、当初は豊玉を創立し、私たちが精密金属加工の技術を身につけ、50年近くの経験を蓄積したことに基づく。金属加工は多くの工業設備、製品に重要な部品を提供し、例えば:金属プレス部品、射出成形射出バッグ、医療自動車部品、精密金属プレス部品、医療自動車部品などの製品を加工する。図をつないでからサンプルを出すまで弊社は一連のサービス過程を提供して、品質は安定して、約束を守っています。

金属プレス加工では正確な曲げ加工を行い、スプリングバックを最小限に抑えます。 パンチとダイのギャップ、フィレットの半径、曲げの深さなどの要素が重要です。
Metal stamping is an efficient, cost-effective method for mass-producing high-quality parts with complex shapes, standard designs, and high accuracy.