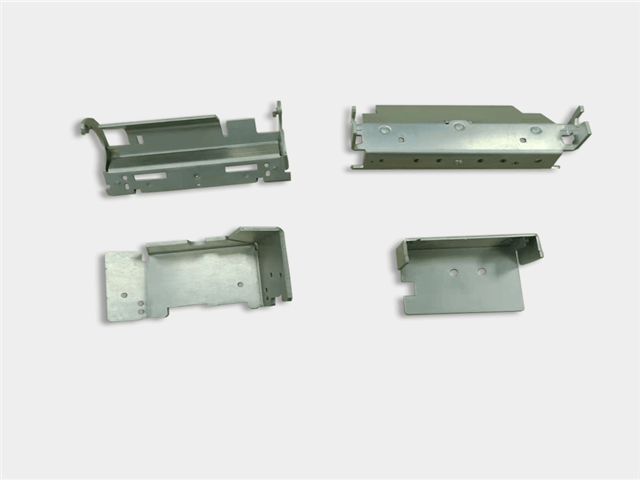
五金冲压件是生活中非常常见的金属加工制品,起到的作用也十分重要。我们来了解下五金冲压件的测量方法。
五金冲压件孔 测量依照通止规的 测量方法而言取的是小值,因此用游标卡尺 测量做纪录的情况下一般能够纪录小值。
五金冲压件加工纪录更大 值跟均值沒有现实意义,针对直径在各方位上的 测量的尺寸差别,应当纪录到尺寸公差的同心度里边中,而不是直径。
精密弹片冲压件加工另如果是测绘工程,且无规格能够参照的状况下,你应该视其横断面状况而定,不可以单是取其均值,例如你 测量出去的小值可能是其冲针某点磨坏造成 的,这时横断面的明亮带很小,那么这一小值就没有意义。
五金冲压件厂一般来讲冲针磨坏造成的是冲孔机的缩小(异型孔需深入分析)因此在测绘工程的情况下能够取其更大 值,横断面品质别忘了,由于在冲针生产制造情况下取的是直径基础规格容许误差内的更大 值乘于 0.5~0.75,五金冲压件以留有磨损率,历经一段时间的应用冲孔机缩小,但要是横断面品质还过得去,那么其值依然在尺寸公差范畴内,这时取更大 值是恰当的。
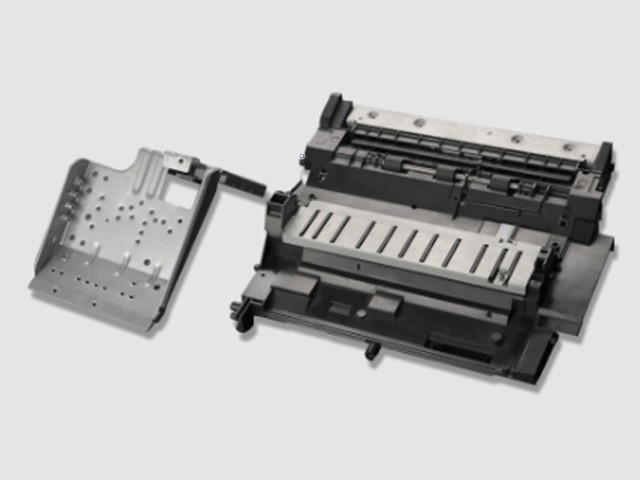
丰钰成立于 1971 年,当初创立丰钰,奠基于我们掌握精密五金加工的技术,及累积将近 50 年的经验。五金加工为许多工业设备、产品提供关键零组件,例如:加工五金冲压件、注塑射包、医疗汽车零部件、精密五金冲压件、医疗汽车零部件等产品。从接图到出样品我司提供一条龙的服务过程,质量稳定、信守承诺。
更多相关文章